第42回 設備総合効率(OEE)の概要と活用ポイントコラム
公開日:2026年2月25日

これまで本コラムでは、製造現場や装置といったエッジ領域で活用されるセンシング技術やAI技術についてご紹介してまいりました。今回は少し視点を変え、スマートファクトリーを推進する上で重要な評価指標として再び注目されている「設備総合効率(OEE)」について、その概要と活用のポイントをご紹介いたします。
設備総合効率(OEE)とは何か
設備総合効率(OEE)は、なぜ今、再注目されているのでしょうか?
まず、OEE(Overall Equipment Effectiveness)とは何か、簡単に振り返ってみたいと思います。
「設備総合効率(OEE:Overall Equipment Effectiveness)」という言葉を耳にしたことはあるでしょうか。OEEは1980年代に提唱された、稼働率・性能・品質という3つの要素から、設備が本来持つ能力をどの程度引き出せているかを示す指標です。当時、多くの製造現場でTPM活動とともに導入されましたが、十分に活用できなかったという記憶をお持ちの方もいらっしゃるのではないでしょうか。
では、なぜOEEは一度広まりながら、現場から遠ざかってしまったのか?
その大きな理由の一つが、データ収集の難しさでした。当時は、設備の稼働・停止や不良の発生状況をリアルタイムに取得する手段が限られており、どうしても作業者の手書き記録や日報入力に頼る部分が多く、結果としてデータの正確性や即時性に課題が残ることが多くありました。
そのため、OEE本来の「改善活動への活用」よりも、「計算して数字を出すこと」が目的化してしまったケースも少なくなかったのです。
![OEE(%)=[時間稼働率]×[性能稼働率]×[良品率]/時間稼働率:設備が稼働可能な時間で、実際に稼働していた時間の割合 性能稼働率:実際に稼働した時間で、理論的な性能通りに稼働していた時間の割合 良品率:総生産数に対する良品の割合/3つの率の積で算出されるので、どれか1つでも低いとOEEの値が大きく下がる 逆に言えば、ボトルネックとなる要素を特定して、改善すればOEEの値が大きく改善される/OEEの評価目安 85%以上 優秀 60~85% 平均的 60%未満 要改善](/-/media/Project/Canon/CanonITS/home/column/img-column/01-42/image/oee-1.png?h=545&iar=0&w=880&sc_lang=ja-JP&hash=1FBC2CB5A570FD20AB4003770AA3E19A)
今、OEEが再び注目されている理由
それでは、なぜ今、OEEが再び注目されているのでしょうか。背景には、IoTやセンシング技術の著しい進化があります。設備に取り付けたセンサーから稼働状況を自動取得し、ネットワークを通じてリアルタイムに可視化できる環境が整いました。これにより、OEEが「計算して終わり」の管理指標ではなく、「現場改善のための指標」として、ようやく本来の機能を発揮できるようになったのです。
OEEを可視化すると見えてくるもの
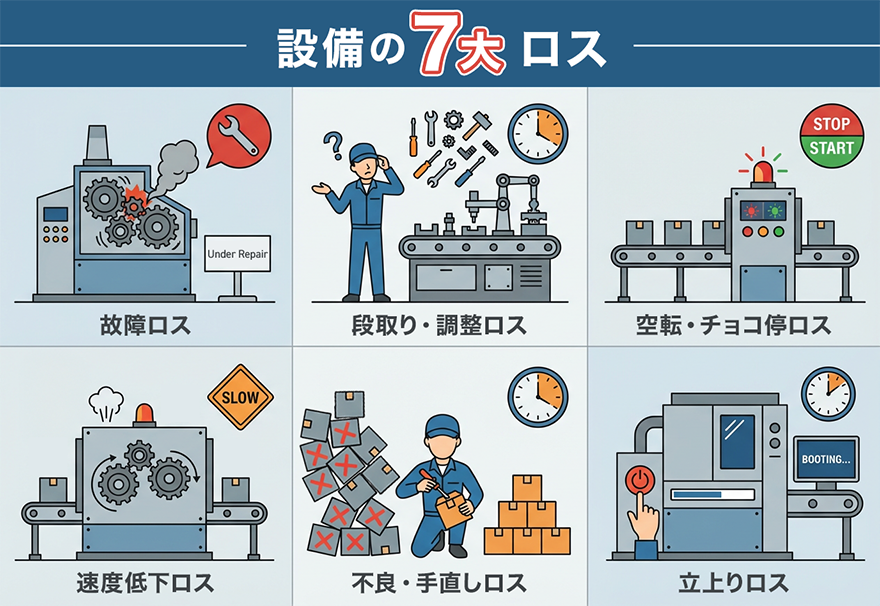
OEEを可視化すると、どのようなことが分かるのでしょうか。最大のポイントは、設備の生産性を低下させる要因を構造的に捉えられる点です。OEEは「設備の7大ロス」という考え方と密接に結びついています。故障ロス、段取り・調整ロス、空転・チョコ停ロス、速度低下ロス、不良・手直しロス、立上がりロスなど、日々の製造現場で発生しているロスを、データに基づいて分類・集計することが可能になります。
現場では、「なんとなく止まっている気がする」「忙しいわりに成果が出ていない」といった感覚的な声を耳にすることが多いものです。しかし、こうした「なんとなく」を感覚で終わらせず、「数値として捉えられる」ようにすることで、改善の優先順位付けもしやすくなるのではないでしょうか。ロスの内訳が見えるようになることで、「まず何から改善すべきか」という問いに、明確な答えを出せるようになります。
ライン・工場全体へと広がるOEE活用
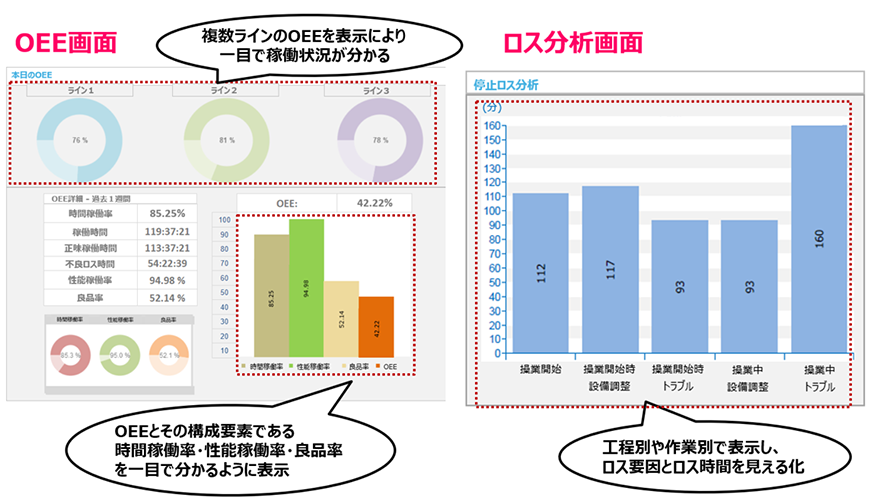
さらに近年のOEE可視化システムは、設備単体の可視化にとどまりません。複数設備の比較やライン単位での傾向把握、さらには工場全体の稼働状況の俯瞰まで行えるようになっています。
同じ仕様の設備であっても、設置場所、運用方法、人員の熟練度、前後工程のバッファ状況などによってOEEが大きく変わることがあります。その差分こそが改善のヒントであり、「何が効率を左右しているのか」を探る材料になります。
例えば、設備単体では問題が見えなかったにもかかわらず、ライン全体でOEEを比較したことで、特定ラインの性能ロスが突出していることに気づいたケースもあります。詳しく分析してみると、前後工程との同期が取れておらず、待ち時間や空転が発生していたことが原因だった、ということもあります。このように、OEEを共通指標として用いることで、部分最適ではなく、ライン全体・工場全体の全体最適を目指した改善につなげることができます。
経営層にとってのOEEの意味
OEEは現場側の改善だけでなく、経営層にとっても非常に有効な指標ではないでしょうか。
従来は、生産数量、稼働時間、稼働率といった断片的な数字を総合的に判断しなければならなかったところを、OEEという共通の尺度を使うことで、工場同士や設備同士を比較しやすくなります。
「どの工場が、どの程度設備能力を引き出しているのか」「どのラインが改善の余地を多く持っているのか」を同一の指標で比較できます。これは、設備投資や改善テーマの優先順位を検討する際の重要な判断材料となります。
OEE活用の本質
さて、OEE可視化の本当の価値は、見える化そのものにあるのでしょうか。むしろ重要なのは、改善サイクルを継続的に回せるようになる点ではないでしょうか。リアルタイムで設備状況を把握し、ロスの発生に気づき、原因を分析し、対策を実施し、その効果を再びOEEで確認する。この一連の流れを高速で回し、持続させていくことこそが、これからの製造現場には求められています。
OEEは決して新しい概念ではありませんが、IoTやセンシング技術の発展により、ようやく“形として使える段階”に来ています。今後、皆さまの現場改善や事業計画、設備投資の判断などにおいて、OEEが一つのヒントとなれば幸いです。
本年も、皆さまの製造現場のさらなる発展につながる情報をお届けできればと思います。引き続きよろしくお願いいたします。
今回のまとめ
今回は、生産性の定量評価や改善活動の重要指標として再注目されているOEEについて、その概要と活用のポイントをご紹介いたしました。
弊社ではOEE可視化ソリューションをご提供しておりますので、ご興味がございましたらお気軽にご相談ください。
筆者紹介

稲山 一幸(いねやま かずゆき)
エンジニアリング事業 シニアアプリケーションスペシャリスト
1992年住金制御エンジニアリング入社、Matrox社製品の国内総代理店立ち上げに参画、以降25年マシンビジョン業界に携わる。
2013年~2016年、キヤノン株式会社にてマシンビジョン関連の新製品開発のソフトウエアリーダとして従事。現在は、エバンジェリストとして活躍中。
関連するソリューション・製品
- FAソリューション
- 設備、現場から制御室、工場、エンタープライズレベルまで一貫した共通システム(ソフトウエアフレームワーク)を提供します。「導入しやすく使いやすいパッケージソフトウエアを提供することで、現場力の強化を支援し、お客さまご自身による操業現場のスマート化の実現を支援する」――これが当社FAソリューション事業の最大のミッションです。
国内外で高い実績を誇るAVEVA製品は、そのような理念を体現する産業オートメーション用ソフトウエアフレームワークです。当社は業界をリードし続けるAVEVA製品をはじめとして、同様の高いユーザビリティを持つソフトウエアを独自に提供することで、IoT時代における、お客さまの課題解決や価値創出をお手伝いします。